
Klingelnberg GKC 60 mit Option Geräuschprüfung bevel gear tester
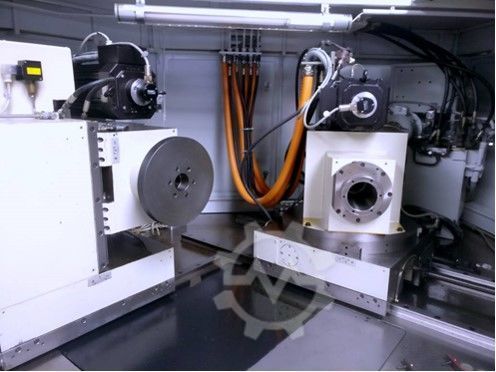

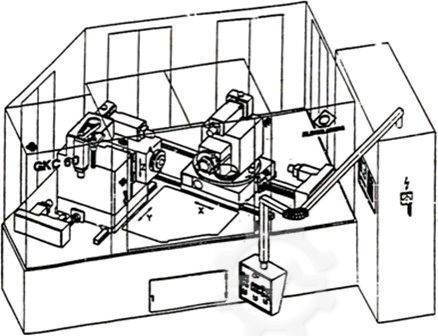

Singl flank testing machine Klingelnberg GKC 60
The Klingelnberg GKC 60 bevel gear testing machine is designed for the universal load-bearing inspection of bevel gears, crown gears … and is here completely retrofitted as a new machine (retrofit) with new control and evaluation software, taking into account the latest knowledge and experience in the field of measurement technology.
Technical data GKC 60
Mass plant approx. 6,500 kg
Dimensions (width x length x height) approx. 2.8 x 2.1 x 1.9 m
Electrical connection data 400 V AC – approx. 30 kW
Compressed air 4-6 bar
Spindle speeds 1..1.200 rpm
Bdtvjbjc8t
Spindle bore diameter 130 mm
Wheel diameter max. 600 mm
Wheel width max. 450 mm
* For single flank rolling test
The main advantage is the ease of use, without compromising compliance with all requirements placed on the accuracy, reliability and speed of the measurement. This test method is particularly suitable for the determination of errors in the gear geometry such as concentricity and run-out characteristics, rolling deviations or pitch errors.
Here, a practical installation situation of a gear outside the gearbox under real load conditions is simulated and subsequently evaluated.
Deviations in the gearing geometry, machining errors due to defective tools as well as damage to the gearing can thus be detected and eliminated before assembly.
It is possible to use the device in the measuring room and also directly in the manufacturing process.
Upon customer request also clamping fixtures can be delivered, which make it possible to clamp all bevel gears without aligning.
* Noise testing
Alternatively or in addition to the one-flank rolling test, the toothing can be evaluated during unrolling with regard to its noise development. Here, a structure-borne noise sensor, which is mounted near the spindle bearing, is used to detect the noise generated during rolling. Structure-borne noise allows reliable identification of gear errors even under adverse circumstances (in the case of strong ambient noise).
The noise test allows statements on concentricity and gearing errors and is a valuable addition to the geometric procedures. If a gearing is to be inspected when fully assembled (for example, complete gearing), noise testing is often the only method of systematically tracking down errors.
In contrast to the geometric test procedures, the wheel sets must be “trained”. Training is done via “good samples”, i. about components that are not acoustically noticeable. Components that exceed these limits are automatically classified as out of order.
The following parameters are calculated during the single flank rolling test and used for the evaluation:
Fi ‘single flank transmission error
Fr ‘single flank roller runout
fi ‘one-flank roll jump
fk ‘short-wave component of the single-flank rolling deviation
fl ‘Long-wave component of the single-flank rolling deviation
In addition; Backlash (dynamic backlash), determined over a predetermined number of revolutions the order analysis, spectral decomposition of the single-flank rolling deviation

